Closing up the fuel tanks went relatively smoothly after a little planning, and watching over the video that Vans produced several times. I found that I could only do about 2 ribs in a row to stay within the working period of the proseal, which included mixing the proseal, apply it to a rib, get the rib seated and cleco'd into the tank, rivet the rib, and doing the final fillet / smoothing around edges, and sealing off the shop heads.
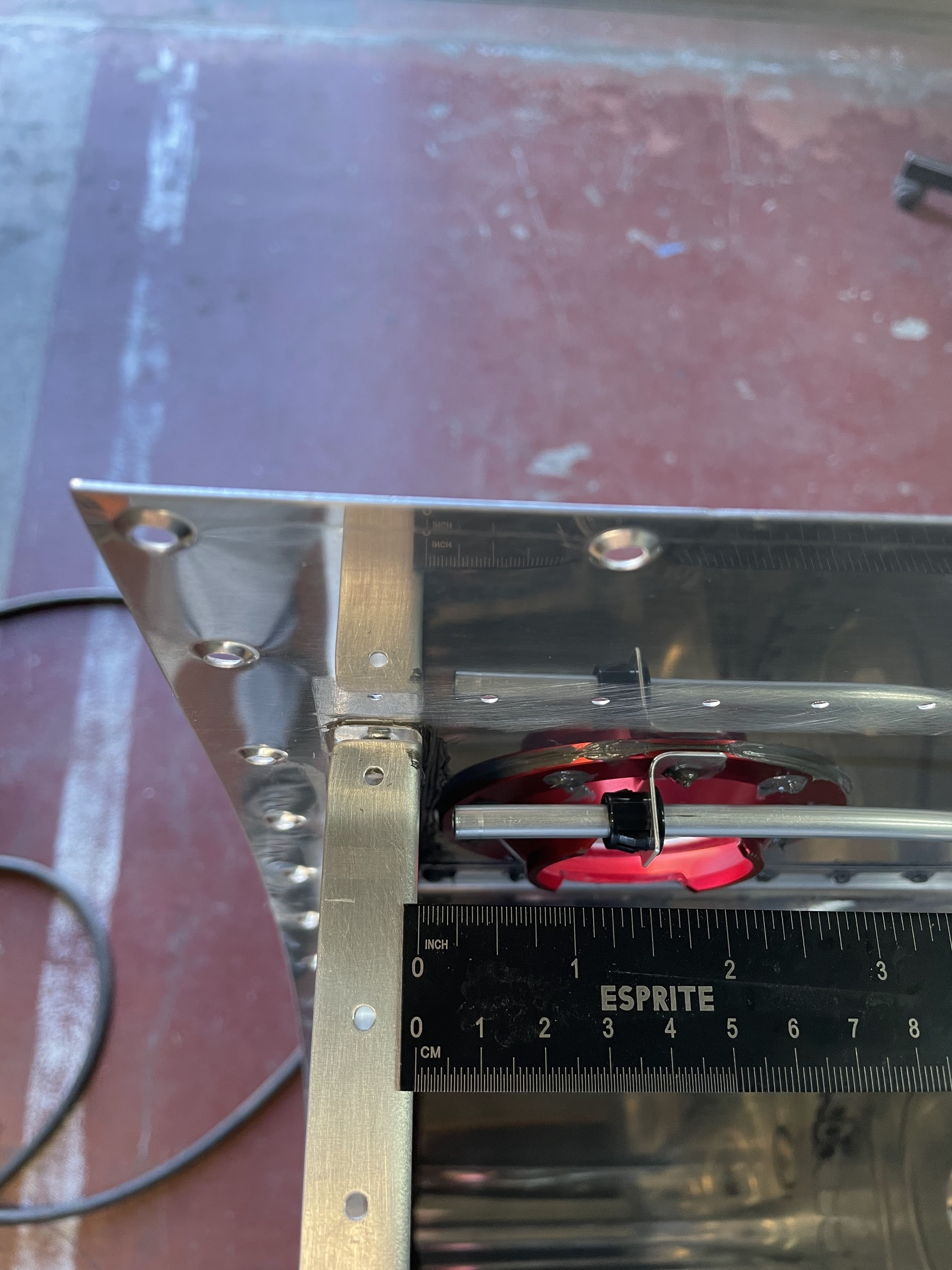
There were two places in particular that gave me problems that I would probably have done differently if I were to do it again. The first was the inboard external ribs that butt against the tank attach bracket. This area has a lot of mating parts, and on both tanks I noticed a small leak due to insufficient sealant between the skin and the bracket flange. Simply tracing a heavy fillet between the skin and the mating parts was insufficient for sealing this area. I ended up having to drill out many of the rivets in this area, and get creative trying to press sealant under the skin to get it sealed. In hindsight I would have just slathered all the flanges in sealant and dealt with the resulting mess. The other problem area was the float sensor. This is attached with 5 screws, and I'm still unsure if I need to seal the threads of the screws, or can seal it at the head - although this can easily be addressed afterwards and doesn't need any disassembly of the tank.








Getting the back bulkhead in place went a bit better than expected. Using the semco gun helped quite a lot here, and laying an even continuous bead along the entire flange was actually quite easy.







Lastly the nervous moment of leak testing the tanks. It took several iterations of trying to tie the balloon to the fitting in a way that didn't leak right where the balloon attaches. I found that a tight rubber band seemed to do the trick. I did find a tiny pinhole at the fuel drain fitting in one tank, and a small leak in both tanks in the exact same location at the point the tank attach brackets mate with the skin. Everything was fixed, and both tanks were able to hold pressure without any noticeable change in the balloon size for at least 2 weeks. Fingers crossed that means they're leak free and robust.



































































